Скачать с ютуб Myford 7x7 - scraping headstock bearings - blueing and scraping в хорошем качестве
Myford 7x7 - scraping headstock bearings - blueing and scraping
6 лет назад
Скачать бесплатно Myford 7x7 - scraping headstock bearings - blueing and scraping в качестве 4к (2к / 1080p)
У нас вы можете посмотреть бесплатно Myford 7x7 - scraping headstock bearings - blueing and scraping или скачать в максимальном доступном качестве, которое было загружено на ютуб. Для скачивания выберите вариант из формы ниже:
Загрузить музыку / рингтон Myford 7x7 - scraping headstock bearings - blueing and scraping в формате MP3:
Если кнопки скачивания не
загрузились
НАЖМИТЕ ЗДЕСЬ или обновите страницу
Если возникают проблемы со скачиванием, пожалуйста напишите в поддержку по адресу внизу
страницы.
Спасибо за использование сервиса savevideohd.ru
Myford 7x7 - scraping headstock bearings - blueing and scraping
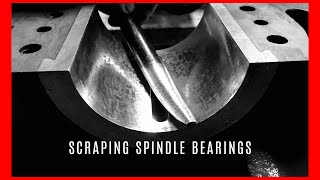
You also need good illumination. I tried both the aluminium foil "trick from Nick" (couldn't resist this word play..) but settled for just the flexible-arm lamp I had lying around (I knew there was a reason for not throwing this away..) PS! I would highly recommend Herr Müllers video series on restoring/scraping his GM12 Myford grinder, and then especially for the benefit of learning when/if redoing a bronze bearing: • Scraping in a Myford MG12-M cylindric... Blueing up master: In this case the spindle is inserted into place and a given gentle but firm force is applied to align the spindle central in the bearing. Then a short twisting action 20-30 degrees to rub the marking blue onto the high spots. I tried a longer rub, e. 180-360 degrees, but this just smears the blue out (as expected). I also tried to lift the spindle out and reinsert 2-3 times, then rub at 120 degree intervals, which should make more points, ie. easier to fool yourself into thinking the contact is better than it really is. However, I couldn't really see that much difference, but be aware of this possibility of "false marking". It is also possible to blue up the front bronze bearing without the central locating thrust bearings in place, rig up vertical, which I tried, but care must be taken to avoid a misalignment. Therefore I just used this as an example to see if there was a difference, which it wasn't.. at least not one I could detect. Scraping: pulling towards you = diagonal marks in one direction, pulling from you = marks crossing the former. Same as for "normal scraping.. I tend to think it was easier to go in a axial direction, rather than diagonal across, but pattern should remain the same. Pushing action in opposite to/from you should produce the same pattern. I mostly found it more convenient to pull as it easier to aim (inside scraping like this is a little awkward). Not a lot of force is needed and as said, I found the spoon scraper easier to handle/less prone to dig in. The latter is because you can grind the edges to a "proper"/normal negative scraping angle (using the machine setup), while the triangular angles are dictated by the design/shape and cutting angle must be positive (like a knife). It works, but more care is needed.. The bronze scrapes easy (soft material), so not much downwards pressure is needed. If you rest the scraper "trailing" edge of the scraper onto the workpiece the cutting angle should be consistent. However, to make smaller marks (moving from roughing to finishing), you may want to lift/tilt the scraper some… difficult to master, at least if you want to be consistent! In practice I also found it difficult to orientate or "point" the scraper consistently, which alters the scraping mark width, hence I made no real efforts to accomplish narrower marks that way. But, practice make perfect, so maybe further down the road I will learn how to.. PS! You need to make an effort to begin scraping a little into the bearing to make a "lip seal" in front. We are only talking a few thousandths of a millimeter high .. I didn't find it necessary to deburr, but if needed maybe this can be done with (a careful) use of a round stone. Conclusive remarks: a couple of the bearings needed less attention than the rest, one being almost not worn at all. The worst (again) was the newest, which just goes to show that age tells you nothing about the condition of the machine or machine part.
Comments