Скачать с ютуб Вызов макропрограммы G65 в хорошем качестве
Вызов макропрограммы G65
4 года назад
Скачать бесплатно Вызов макропрограммы G65 в качестве 4к (2к / 1080p)
У нас вы можете посмотреть бесплатно Вызов макропрограммы G65 или скачать в максимальном доступном качестве, которое было загружено на ютуб. Для скачивания выберите вариант из формы ниже:
Загрузить музыку / рингтон Вызов макропрограммы G65 в формате MP3:
Если кнопки скачивания не
загрузились
НАЖМИТЕ ЗДЕСЬ или обновите страницу
Если возникают проблемы со скачиванием, пожалуйста напишите в поддержку по адресу внизу
страницы.
Спасибо за использование сервиса savevideohd.ru
Вызов макропрограммы G65
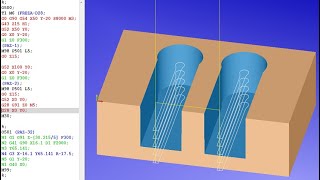
Частный случай применения команды вызова макропрограммы (G65), на примере фрезеровки отверcтий. (S=#19=Z STEP) (Z=#26= DEPTH "+") (X=#24= RADIUS MILLING) (C=#3=CLEARENCE) S1111 M03 F111 G90 G0 X0 Y0 Z50 G65 P9999 S5 Z60 X30 C5 G90 G0 X100 Y0 Z50 G65 P9999 S5 Z60 X30 C3 M30 O9999(MILLING) (#5=SECOND Z POINT) #5=-[#3-#19] G91 G0 X-#24 G90 G0 Z#3 WHILE[#5LE#26]DO1 G90 G3 I#24 Z-#5 #5=#5+#19 END1 G3 I#24 G0 G91 X#24 G90 G0 Z50 M99
Comments